
How to Stop Dripping in High-Viscosity Sauce Cup Filling?
I see this in real projects again and again. The line starts clean, then drip appears, sealing quality drops, and rework rises.
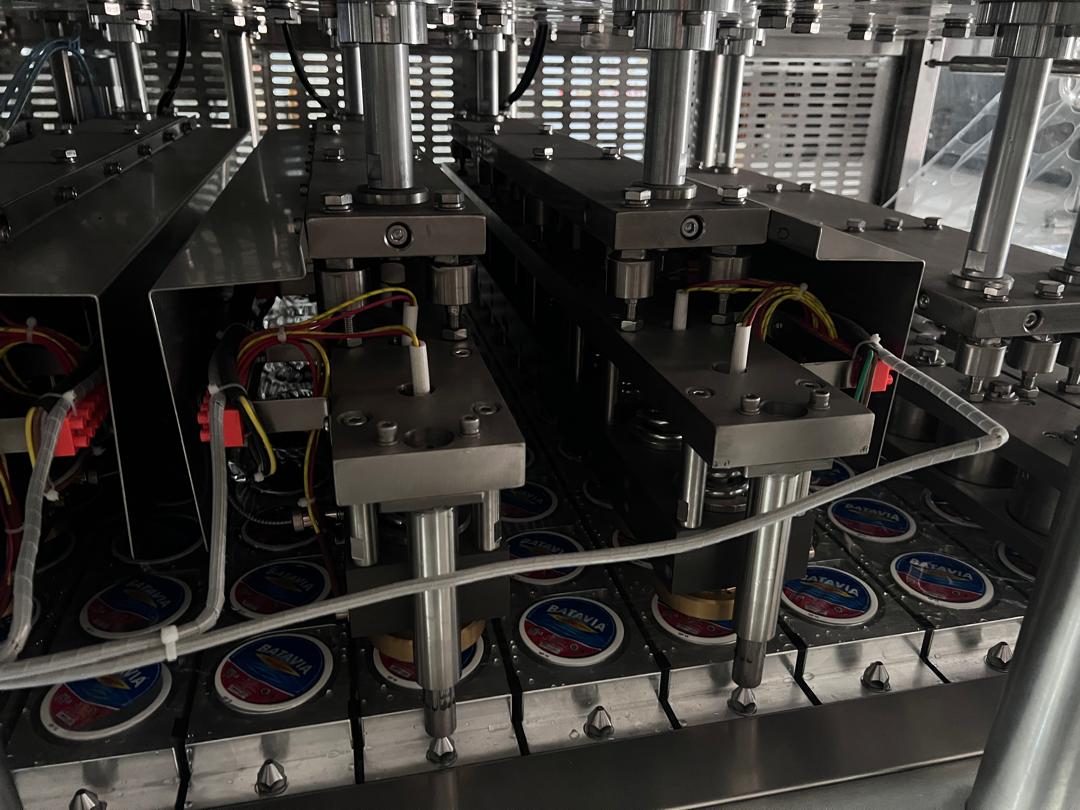
In my factory practice, stable anti-drip comes from structure first: piston filling, dual-valve logic, rotary valve transfer, and one independent check valve for each filling head.

When buyers ask me this question, I do not start from speed. I start from cut-off behavior at each head, because that is where most drip problems begin.
Why Does Drip Return Even After Repeated Tuning?
I have watched many teams tune delay, lift, and speed. It looks better for a short period, then drip comes back during full-shift operation.
The reason is simple. Tuning cannot fully fix a mismatched valve architecture when viscosity is high and particles move through the seat area.

What we see on real customer sites
In projects across India, Algeria, and Bangladesh, we often see the same pattern. Startup is clean. After one to two hours, sauce temperature shifts. Hopper level changes. Small residue starts at valve seats. Then one or two heads begin stringing. Operators wipe nozzles. The line runs again, but rim contamination slowly increases.
This is normal for thick products. After close command, residual pressure can still push product at the nozzle tip. If sauce has pulp, spice, or fine particles, seat closure becomes less stable. Once one head is unstable, sealing rejects increase quickly because cup rims are no longer clean.
So I always ask buyers to avoid short validation. A 20-minute trial is not enough. Run at least four hours and check three trends together: drip count by head, cup-rim cleanliness, and leakage rate at sealing.
Common mistakes and practical fixes
| Buyer mistake | What happens | Better practice |
|---|---|---|
| Tune speed first | Drip returns after thermal drift | Confirm valve structure first |
| Check line average only | One bad head is hidden | Track every head separately |
| Accept short FAT | Risks appear after delivery | Request long-run test report |
Not suitable case: if product has very large fragile chunks that cannot pass valve/nozzle geometry, this setup still fails. Then we must change dosing concept first.
Which Architecture Gives Reliable Anti-Drip in Real Production?
Your insight is exactly correct. In practice, anti-drip usually depends on dual valves with piston filling, then rotary valve transfer, plus one independent check valve for each head.
This is the structure I trust most when customers need stable output and low rim contamination in long shifts.
Why this structure works
A piston pump gives stable volumetric displacement under a controlled viscosity window. Dual-valve logic gives cleaner cut-off than one simple close action. A rotary valve path helps transfer flow with fewer sudden shocks. An independent one-way check valve at each head isolates local instability.
This head-level independence is important. I handled one case where only one head had seat wear. Without per-head isolation, operators over-adjusted the whole station and created drift on other heads. After restoring independent valve response per head, drip dropped and sealing rejects stabilized.
When I compare this with single-stage cut-off systems, the difference is clear in long shifts. The architecture reduces post-cutoff tailing and lowers manual nozzle cleaning frequency.
Selection logic I use with buyers
- If viscosity is high and temperature-sensitive, I require jacketed hopper/manifold.
- If particle load is medium, I increase passage margin and reduce dead corners.
- If sanitation time is critical, I choose modules that support CIP valve design and hygienic cleaning flow1.
- If customers run many SKUs, I build recipes by product family, not one global set.
I also remind buyers that cup lines are usually customized by cup diameter tolerance2. Mold conversion can involve wider mechanical and timing changes. This risk is discussed in our related post about expensive mold-change mistakes in jelly cup projects.
How Do We Keep Drip Low Through a Full Shift?
Even with correct hardware, commissioning sequence matters. If sequence is wrong, operators keep chasing symptoms.
I always lock stability first, then raise speed. This protects both fill consistency and sealing quality.
My commissioning sequence on site
- Lock product temperature window and confirm viscosity range with repeat samples.
- Set piston stroke baseline for target net weight.
- Tune rotary valve timing and close position.
- Tune each head’s check-valve response and anti-drip delay.
- Verify filling nozzle behavior3 and cup distance to reduce splash and tailing.
- Run stable for 45–60 minutes before any speed increase.
During this stage, I also check PID control response4 and flow-path stability around heat exchanger zones5 with the customer team, so operators understand why drift appears and how to react fast.
My shift QA routine and risk control
Every 20–30 minutes, we check head-level data:
- Net weight trend per head.
- Rim cleanliness before sealing.
- Sealing film condition and edge cleanliness6.
- Pause/restart drip count by head.
This routine helped us cut rework in multiple lines because it catches one-head drift early. It also protects seal stability. For changeover, I use first-article release gates. New flavor startup often has unstable viscosity in first batches. Without release gates, teams pass unstable product into packing and increase complaint risk. In another case, we used similar logic to reduce sealing losses under difficult conditions in our post about summer seal leakage on jelly cup lines.
Not suitable case: if operators cannot keep cleaning discipline around valve seats and nozzle tips, no control strategy stays stable for long. Training and SOP execution are part of engineering.
Conclusion
From real project experience, low-drip sauce cup filling comes from correct valve architecture, head-level control, and disciplined shift QA, not speed-first tuning.
Footnotes
-
CIP valve — https://www.alfalaval.com/products/fluid-handling/valves/single-seat-valves/ ↩
-
cup diameter tolerance — https://www.engineeringtoolbox.com/tolerances-d_1211.html ↩
-
filling nozzle — https://en.wikipedia.org/wiki/Nozzle ↩
-
PID control — https://en.wikipedia.org/wiki/PID_controller ↩
-
heat exchanger — https://en.wikipedia.org/wiki/Heat_exchanger ↩
-
sealing film — https://www.sciencedirect.com/topics/engineering/sealing-film ↩

